

1. Project background:
1.1. Project source: The company's core customer, a famous European company.
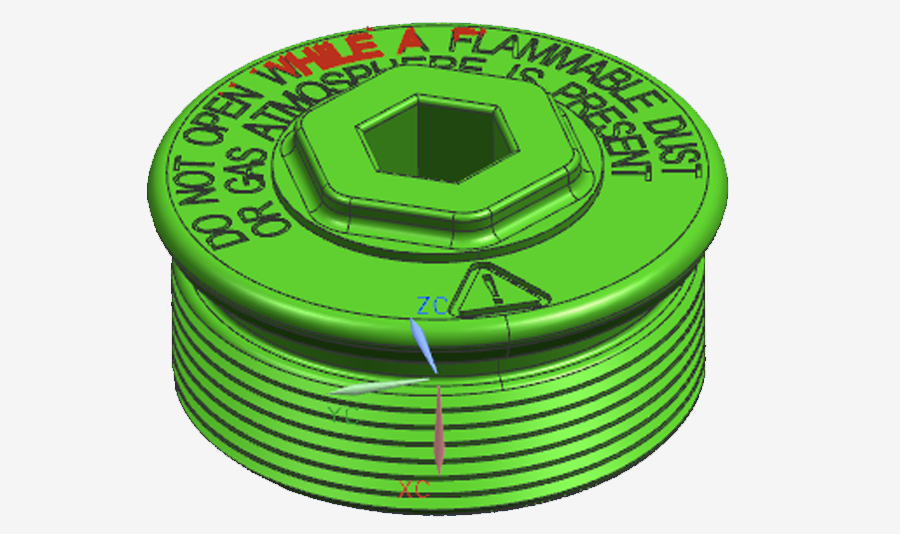
1.2. Project name: Actuator explosion-proof plug
1.3. Project requirements: The explosion-proof plug was originally obtained by die-casting and then machining. The customer's feedback is that the original processing solution has a long manufacturing cycle, low efficiency, high cost, unstable performance, high defective rate, and cannot meet the needs of the current market and business volume. The original processing method needs to be adjusted urgently.
1.4. Project direction: The customer hopes that our company can optimize the process and change the die-casting + machining process to the injection molding process to improve efficiency and reduce costs while ensuring the performance and quality of parts.
2. Problem identification and analysis:
In response to customer feedback, the company quickly set up a special team to conduct a comprehensive review of the possible problems and risks in the modification of explosion-proof plugs to injection molded parts:
2.1. Performance requirements: The product is used on the control valve of oil extraction. If the product breaks and causes leakage, legal liability needs to be borne. It is a serious matter and requires absolute safety.
2.2. Material requirements: Material selection needs to consider the strength, toughness, UV resistance, stability, etc. of the material.
2.3. Structural requirements: The product glue position is relatively thick, and the most taboo in injection molding is the thick glue position of the product. If the glue position is too thick, it is easy for the product to shrink, pores and stress concentration problems; if the glue position is too thin, there may be problems with pressure bearing.
2.4. Size requirements: The SPC of the key assembly size needs to reach 1.33 or above.

3. Improvement strategy and implementation:
3.1. Based on the above problems, we consulted a lot of information and supplier material research, and finally selected two materials; based on our analysis of the product structure, we finally confirmed a 3D model that has been optimized for multiple times to open the mold (considering technical confidentiality, some key data information is not displayed here).

3.2. When opening the mold, considering the size requirements and thread requirements of the product sealing ring, the three-point glue injection method was first considered. The size and torque of the product molded by this solution can well meet the requirements, but the middle part of the product cracks after cooling, so it cannot pass the high water pressure test.
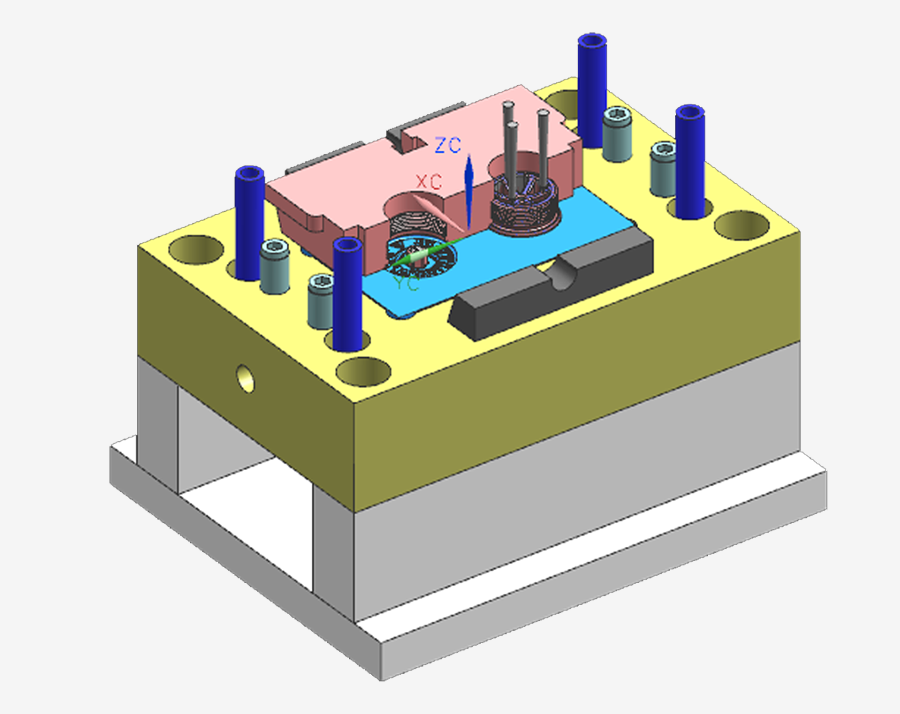
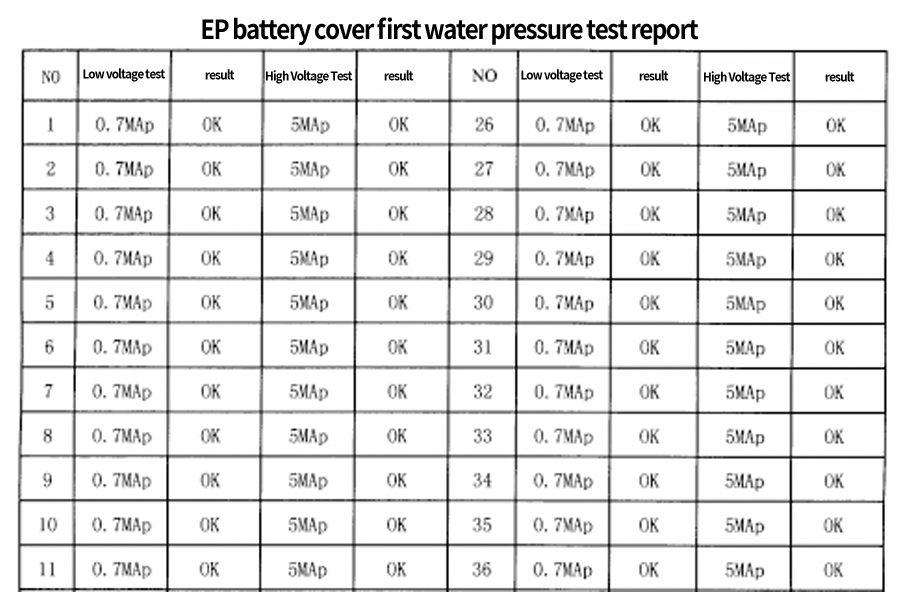
3.3. For the second time, through repeated process optimization and adjustment, finally after adjustment and repeated tests, satisfactory results were obtained in terms of water pressure sealing performance, torque and size.

4. Results after improvement:
4.1. Cost: The overall reduction reached 85%, that is, the cost was only nearly 1/7 of that before the improvement, which greatly met customer expectations.
4.2. Efficiency: Before the improvement, there were many processing procedures and long cycles. After the improvement, the daily production capacity increased by 5.6 times.
4.3. Quality: Before the improvement, according to customer feedback, the defective rate was as high as about 20%. After the improvement, the defective rate was less than 1‰.
4.4. Market: Before the improvement, due to many quality problems, customers needed to go through multiple tests and confirmations before they dared to use the materials after feeding. When the demand was relatively large, this method could not meet the market demand. After the improvement, the cost, efficiency, quality, etc. were greatly improved, which greatly improved the market competitiveness of customers' products!